Quality Control Department
Bonset packages two ways, vertical (which is the usual manner of shipment.) and horizontal for some of our larger sizes. We have two sizes of paper cores, six inch (153mm) and three inch (76mm) (Bonset recommends the six inch). The wall of the paper core on both sizes is 12mm thick.
For vertical packaging, the roll is wrapped with polyethylene film (0.05mm) with corepads attached to the ends of the roll by inserting plastic plugs into the core. The roll is then wrapped with air bubble wrap film for protection.
For horizontal packaging the roll is wrapped with polyethylene film and set on plastic end boards. The rolls are then strapped to each other and to the pallet. Finally, each pallet is then stretched wrapped prior to shipment.
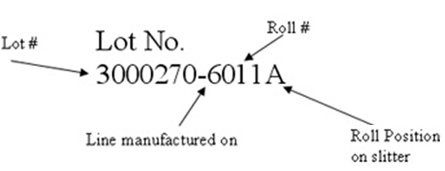
Bonset labels all products with three different labels. The first label is attached to the side of the roll (production label). The second label is attached to the upper side of the corepad (corepad label). The third is attached inside the outer packaging (roll label). There are also pallet labels and shipping labels which both identify the product and the customer shipping address.
The following illustration shows the method of splicing.
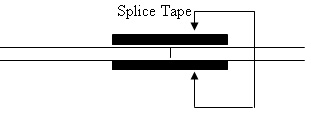
The number of splices is listed on the production label.
If a customer has a special product need, Bonset would take appropriate action after confirming and discussing the issue with the customer.
Due to the nature of heat shrinkable film manufacturing, Bonset uses a statistical sampling method for quality assurance. The Quality Assurance department collects statistically selected samples of at least 5 meters in length. The properties, methods and the frequency of testing are listed below:
|
|||||||||||||||||||||||||||||||||||||||||||
Bonset retains between five to ten meters of sample film of each lot number for six months.
Heat shrinkable film is unlike other film substrates. You must take care that the film is stored at or below the temperature suggested to prevent premature shrinkage from occurring. Care must also be taken in storing the film after printing, and in shipping film to co-packers or end-users. Some natural shrink information is provided for you on each specification sheet. This goes for all shrinkable film, but especially SBS (styrene) film, which is more susceptible to natural shrinkage issues.
No. None of Bonset's PVC, PETG or SBS films are Corona treated. Bonset film can be successfully printed without Corona treating. Some general ink adhesion guidelines (dyne level) are provided on the specification sheets for each Bonset film grade. Remember that this ink adhesion information is not based on absolutes, but occasional testing using dyne pens. Many factors affect ink adhesion. If you wish to Corona treat the film, please treat immediately prior to printing.
No, this document and the specifications of individual grades can be revised in the case of product improvement or inconvenience after deliberation and agreement from both the customer and Bonset.
This document and the specifications go into effect upon receipt by the customer.